






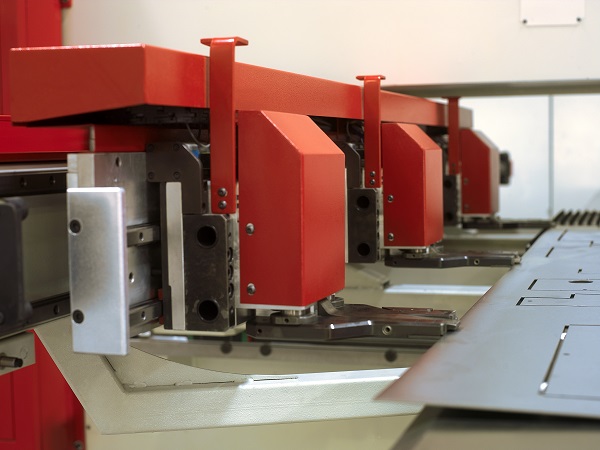
Координатно-револьверный пресс BPМ-T 1270×2540 (Baykal)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Данный станок имеет способность механической обработки листов больших размеров с осями высокого ускорения и нормами вырубки. В конструкции станка использовано высокотехническое механическое и электронно-автоматизированное оборудование. Несмотря на эти особенности и используемое оборудование, станок достаточно компактен и предоставляется покупателю по экономически выгодной цене.
- Револьверная головка оснащена 20 станциями. Индексируемыми многофункциональными инструментами могут быть оборудованы до 10 станций (станция D). Остальные распределяются на станции C и B.
- Конфигурации набора инструментов:
• размер индексируемого многофункционального инструмента “станция D ”, с 8 или 3 инструментами,
• размер индексируемого многофункционального инструмента “станция D» (максимальная диагональ: 88,9 мм),
• размер индексируемого многофункционального инструмента “станция С» (максимальная диагональ: 50,8 мм),
• размер индексируемого многофункционального инструмента “станция В» (максимальная диагональ: 31,75 мм),
• Редуцирование размеров станций «A», «B», «C»,
• Фасонный резец.
- Компания Байкал представляет запатентованную смену инструментов и индексируемого механизма, которые управляют индексируемыми мультиинструментами, расположенными в револьверной головке. В стандартном виде, четыре станции оборудованы индексируемыми мультиинструментами, которые по выбору могли бы подойти к десяти станциям. Каждый индексируемый мультиинструмент сдерживает 8 штампов. Это означает, что количество индексируемых одинарных инструментов может достигать 80.
- Индексация инструмента выполняется контролируемым синхронизированным вращением компьютерным числовым программным управлением верхних и нижних головок, на окружности которых, расположены мультиинструмент. Таким образом, может быть выполнено профильная штамповка формы в любом месте листа с угловым позиционированием в 0.01 градус. Кроме того, замена инструмента станции выполняется компьютерным числовым программным управлением, контролирующим вращение головки. Индексируемые станции могут быть оснащены как индексируемыми мультиинструментами, так и одинарными инструментами.
- Запатентовано – концепция непосредственного привода используется для индексируемого механизма. Это означает отсутствие проблемы свободного хода между системой угловой обратной связи привода и непосредственно инструмента. Данная концепция определяет точную угловую способность позиционирования, являющуюся более эффективной при обработке тонкого листа, так как зазор между пробойником и штампом очень маленький. Таким образом, на лицо улучшение резки минимальных толщин. Кроме того, клиент получает два выгодный преимущества: неизнашиваемый инструмент и заготовку без заусенец
- Определяется возврат инструмента после пробоя с целью проверки его нахождение в верхнем положении до перемещения рабочего зажимами, для того чтобы предотвратить движение рабочего листа между пробойником и штампом при прохождении пробойника.
- Компания Байкал представляет сервисную модель для рабочих зажимов. В дополнение к приводу координатных перемещений X, где три зажима перемещаются вместе, есть уникальные вспомогательные приводы для каждого из трех рабочих зажимов. Таким образом, мертвая зона ниже любого рабочего зажима сдвигается в сторону пробойника для продолжения работы. Когда два зажима держат лист в неподвижном положении, другой зажим отводится, чтобы сдвинуться в «мертвую» зону. Таким образом, нет никакой необходимости в предварительном расположении зажима в «мертвой» зоне. Это улучшает производительность. Кроме того, отсутствует проблема точности установки. Предварительная установка требуется для работы с более длинными листами за пределами полного хода оси X.
- Компьютерное числовое программное управление управляет двигателями подачи посредством оптоволоконной электрической шины, передающей данные (16 МБ) и с незначительной интерполяцией за время цикла равной 1 мс. Кроме того, современное программное обеспечение процессора PLC связанно высокоскоростной шиной цифрового технологического оборудования (profibus) и достигает обработки 1 бита за 90 мс.
- Гидравлическая система, серводвигатели, привода и аппаратные средства компьютерного числового программного управления CNC представлены торговой маркой Bosch Rexroth. Таким образом, в рамках данного набора, все компоненты автоматизации находятся в полном соответствии друг с другом. Так же отсутствует проблема интерфейса (магистральная шина); интенсивность отказов сведена к минимуму. Для предприимчивых клиентов выгодно всестороннее постпродажное обслуживание Компанией Байкала и Bosch Rexroth Group.
- Байкал представляет твердую закрытую станину (станина типа D). Прочность корпуса станка проверена и проанализирована программным обеспечением метода конечных элементов (FEA). Коэффициент безопасности очень высок, а упругая деформация крайне низка.
- Механические направляющие оси и оборудование передачи движения соответствуют высокой точности и классу механической жёсткости, выбранные из наиболее компетентных торговых мировых марок.
- Все наиболее важные элементы станка закалены. Для минимизации изнашивания деталей сконструированы специальные линии смазки. Кроме того, компоненты станка разработаны и изготовлены в соответствии со строгими параметрами допуска.
- В сварных деталях отсутствует остаточное напряжение.
- Инструменты и запасные части станка легко заменяемые.
- Lantek используется как программное обеспечение (CAM) обрабатываемой детали (листа), в соответствии с автоматическим раскроем листа и технологическими характеристиками станочной обработки. Это программное обеспечение предлагает быстрые, гибкие и оптимальные программные свойства.
- Рабочая зона защищена световыми заграждениями. Станок соответствует требованиям CE.
-
ТЕХНИЧЕСКАЯ СПЕЦИФИКАЦИЯ
Полезная нагрузка (тонн) 30 Вращение инструмента Индексируемый мультиинструмент Общее количество инструментальных станций в револьверной головке 20 Количество индексируемых станций для много-инструментальной обработки на револьверной головке станка Стандарт 4 Опция 10 Количество инструментов для внутренней обработки каждой индексируемой станции для много инструментальной обработки от 3 до 8 Общее количество индексируемого инструмента Стандарт 32 Опция 80 Время смены инструментов (с) 0,3 Управление CNC (числовое программное управление) X, Y1, Y2, Z, C1, C2, T CNC – показатель системы координат Прямое Управление (C1, C2) Вспомогательный захват управления системы координат для смещения «мёртвой» зоны (перестановка отменена) Пневматический Функция репозиционирования (Не для захвата «мертвой» зоны, для более длинного листа) Да Определение положения инструмента по высоте до его перемещение по координатной оси X или Y Да Перемещение по оси
(мм)
Полный ход X 2540 + R Y 1270 Рабочая зона для одинарного инструмента X 2620 + R Y 1350 Рабочая зона для индексируемого мультинструмента X 2540 + R Y 1270 Перемещение по осиZ (мм) 30 Перемещение по осивспомогательного зажима (мм) 280 Скорость перемещения по координате X (м/мин) 100 Y (м/мин) 80 X + Y (совместно) 128 C1 / C2 (об/мин) 300 Показатели предварительной обрубки (об/мин) 1 мм. наклона 900 3 мм. наклона 5 мм. наклона 25 мм. наклона 780 Максимальный вес листа при максимальных скоростях (кг) 170 Максимальная толщина листа (мм) 6,4 Точность пробивки (мм) 0,1 Позиционная повторяемость (мм) 0.04 Макс. дыропробивной диаметр при толщине листа 6.4 мм (мм) 25 Количество вспомогательных зажимов 3 Система управления Bosch MTX Программное обеспечение для обрабатываемой детали (листа) (CAM) Lantek Операционная система Windows XP Жесткий диск 40 Гб CPU (центральный процессор) 2 ГГц RAM (оперативная память) 512 Мб Входы USB – Карта памяти Рабочий стол Подвижный по оси Y Высота рабочего стола (мм) 980 Емкость масляного бака гидравлической системы (литры) 350 Вес станка (тонн) 12,7 Размеры станка (мм x мм x мм) 2200 x 5200 x 5900 Общая электрическая мощность (кВт) 43 - СТАНДАРТНОЕ ОБОРУДОВАНИЕ
- Программное обеспечение (CAM) для обрабатываемой детали (листа), Lantek (включая автоматический раскрой листа и технологические характеристики станочной обработки.
- Подвижный рабочий стол с размерами 1,300 мм x 5,200 мм с шарами (внутренняя станина станка со щеточной поддержкой…),
- Три рабочих зажима,
- Четыре индексируемых мультиинструмента – станций D, восемь станций C, восемь станций B в револьверной головке (всего 20 станций)
- Спускной жёлоб
- Модуль сбора отрезанных заготовок
- Модуль для сбора отходов
- Световое защитное ограждение
- Переносная панель управления
- Внешний жёсткий диск с интерфейсом USB
- USB флэш-память 64 Мб
- Техническая документация
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
- Десять индексируемых мультиинструментов – станций D, пять станций C, пять станций B в револьверной головке
- Индексируемый мультиинструмент(ов) (восемь станций или три станции), одинарный инструмент(ы)
- Определенные покупателем вырубные и фасонные штампы
- Специальные инструменты с износостойким покрытием для листов из нержавеющей стали
- Редуцирование для станций «A», «B» и «C»
- Вакуумное оборудование для удаления отходов
- Транспортер для отходов
- Транспортер для удаления заготовок из спускного жёлоба
- Повторная лицензия программного обеспечения (CAM) обрабатываемых деталей (листов)
- Механические заграждения по всему периметриту станка
Для отправки отзыва вам необходимо авторизоваться.




Отзывы
Отзывов пока нет.